Theory
The industrial leak testing
The leak testing (or "leak test") is the industrial proceedings necessary to verify and to measure the pneumatic tightness of the produced components. Particularly this document is made for the technicians employed to the end line testing of serial products.
This phase of the industrial process is also called leak test or leakage detection.
Historically the companies that are better equipped in this production phase are those ones producing articles that are essentially very dangerous, or with high technological value.
Therefore we can draft the first "generation" of production types where the sensibility of this proceeding has been realized from the beginning:
| Aerospace | Mechanical | ||
| Automotive | Medical | ||
| Household Appliances | Oleodynamic | ||
| Electronic | Packaging | ||
| Foundry | Pneumatical | ||
| Gas | Heating |
Only at the turn of the eighties and the nineties it has begun a campaign in order to extend these kinds of leak tests for a larger products range. Around this period, in fact, people become to understand that this kind of test could be extended with a lot of advantages also to those products that were not dangerous in case of leakage.
If, for example, small oil leaks in motors or in mechanical transmission were considered acceptable in the seventies and in the eighties, from the nineties a little defect of this kind meant a non conformity by the final customer. Thanks to the application of this principle of technical availability with quite short times and low cost this testing methods expanded, and it continues to expand.
Therefore nowadays it is not possible to draft a complete list of companies where this kind of test is considered "necessary", and we can generalize that every product that can contain some gas or some fluids can take advantage of these tests.
Air leak testing
The automatic air leak test equipment creates a rush or pressure difference between the area considered hermetic and the exterior of the body to be tested. Each system can perform this test with different methodologies.Both systems are running a test cycle based on three basic steps:
- Filling, to pressurize the cavity under test
- Settling to stabilize the volume of air blown
- Try if you analyze the trend of the pressure in order to measure a possible decay over time
T8990 is the instrument designed to perform industrial leak tesing in pressure on parts using the absolute pressure decay system.
For more details refer to the product technical page.
This measure system provides during a test phase, the measurement of the pressure decay inside the piece under test.
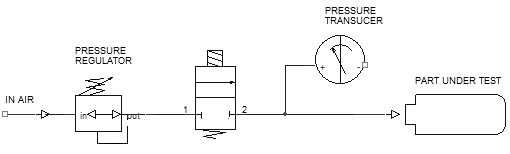
We will have any defects air is due to a loss , and then to reject indication . For this reason, such a system is defined in "positive security"
Practically the elements that come to limit the precision ate the electrical noise of the circuit and that mechanical one of the transducer, that correspond to the resolution or maximal number of points within which the full scale measure is decomposed: a system that can guarantee 100.000 points, on a full scale of (for ex) 1Bar, means that you can guarantee a measure resolution of a hundredth of milliBar.
Much higher it is this resolution parameter and shorter it will be the time that is necessary fir the decay measure; this means on one side a time reduction testing cycle, but overall to contain the mistakes due to thermal variations of the gas put inside the piece.
The electronic strategies to obtain these results are of different types: they go from the transducer piloting with alternate tensions and the use of refined AD converters to the use of proper zero tracking circuits and measure in windows, but overall a high filtration both electrical and mathematical of the measure.
Particular attention must be paid in determining the point of "zero" of the decay, and practically in the measure of the pressure at the beginning of the testing phase. "Interception" measure at pressure increasing.
T8060 is the instrument designed to perform industrial leak tesing in pressure on parts using the differential pressure decay system.
For more details refer to the product technical page.
Leak measuring by the differential pneumatic circuit represented till 80's the most ingenious artifice in this field in order to put a remedy to the poor precision of sections of measure and electronic acquisition available until then.
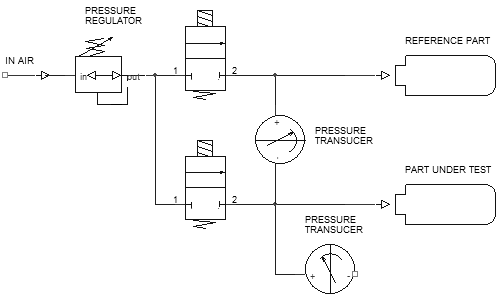
Form the other one an identical piece, but a tight one. Practically, analyzing the pattern, tests developed with the following logic:
- The filling phase was made commanding the opening of both valves;
- The settling phase was done with the valve B closed, and the valve A opened, in order to stabilize and standardize pressure conditions into two branches.
- At the end of the settling phase, all the valves were closed.
If we imagine the pressure transducer as a membrane (but the experience can also be done with a simple double nozzle mercury) we will have that at the equilibrium the differential pressure is nothing. The possible decrease of the piece under test moves the zero of this measure allowing a very sensible indication of this deviation.
On this principle it is possible to make an easy electrical amplification of the signal coming from the transducer, and to visualize it on a needle equipment with central zero. So with this artifice it was possible to analyze a value of typical decay of 1/50.000 (transducers allowing) at the value of the filling pressure, while the electronic of those times, if it was applied in a pressure gauge system it did not allow to overcome the ratio of 1 / 10.000.
It is clear that the limit was only that one of the electronic measure in terms of resolution and of noise, because the working conditions of the transducers of measure has in any cases the limits of a single metric system. However this transducer had to be rated for the maximum filling pressure, because in case of leakage of the testing piece, the membrane was solicited by the total pressure.
The pneumatics realized in this way presented different disadvantages:
- The comparison examines a tight reference: if this reference has a leakage it coincides with a "masking" of the real leakage measure of the piece under test. This defect was reparable by a continuous check of the system in use by a "good" sample and electric calibration of the measure of "Zero". This first point classifies this pneumatics not at "positive safety".
- Difficult in calibration of the differential transducer measure, that had to be executed with a particular verification procedure.
- The measure of the leak that has been made appears to be a measure that does not indicate the real leak of the tested piece, but the relative difference with the sample.
- This does not necessarily coincide with the concept that the reference sample can leak (that also corresponds to reality). For example, if you consider that in the practical use of these systems we will have that the sample piece is mechanically stressed at every testing cycle, while the piece under test only during the phase of its own test. Practically you will analyze a trend of the measured decay that progresses with the hours of use of the system, index of the progressive mechanical adjustment of the reference sample that does not coincide with the adjustment of testing pieces.
Moreover, if apparently there could be some advantages in terms of thermal variation due to the common mode, in reality the total volume is the double, and even if the two elements that we are measuring could be placed near between them, any draft or direct sunlight could amplify the thermal difference. Synthetically this principle has allowed to obtain great results till the seventies and parts of the eighties, but nowadays it does not find any practical applications, because it has been supplanted by the easier and more precise absolute decay pressure systems.
The differential's system limits are the following:
- Major pneumatics complexity
- Non positive safety pneumatics
- Double pressure measurement section ( filling and test )
- Lower measurement repeatability
- Longer test times
- Major instrumentations costs
Furthermore, what is really important to consider going from a system to another, is that the pressure values measured in Δp/Δt do not often coincide. In fact, in the absolute system, this is the real pressure decay, that is comparable with a certified precision manometer, while the differential measurement is the measure of the difference between two pressures.
According to the tested elements, to the symmetrical or not symmetrical usage and to the settlement times, we can consider a proportion from 1:0,8 to 1:0,1 between absolute measure and differential measure: in other terms, the millibar in a second that is measured with an absolute or manometer system, can be considered as 0,8 - 0,1 mb/s on the basis of a differential system.
This thing does not mean that the differential system does not work correctly, but it simply means that they are two different types of measure among themselves, and this fact must be considered during the installation phase.
T8710 is the device designed to perform industrial flow tesing in pressure using the flow system.
For more details refer to the product technical page.
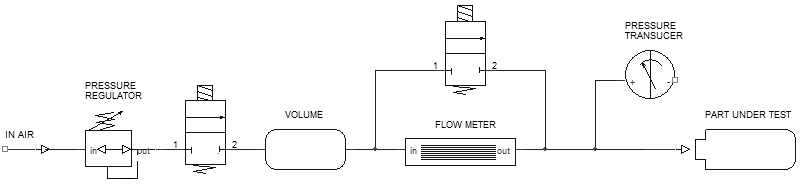
As outlined in the figure the measure of this flow depends on the differential transducer that can read the pressure decay across a charge leak.
In order to reduce the quadratic trend caused by the turbulent motion of gas particles, it is used a laminar element that can make linear, in part, this function. (Δp/Flow). For any further information we can also refer to the CNR-UNI 10023.
Alternatively to the flow measure made in a volumetric way (precisely with Δp measure), in the last ten years it has become much more used the mass flow meter application, for example the thermal system or flow meters ("hot-wire" system), because they are much more precise, constant in time, easily available in several scales, and less sensible to thermal variation of measuring gas.
Considered as a "historic system" of leak test, the leak measures made with this principle, stand for the following benefits:
Continuous measure of the leak
This aspect is the real reason because this principle is yet applied in industrial field. In a natural way, that is without any artifice, with this system it is possible to analyze for a fixed time the leakage, allowing the operator to find it and to repair it in real time during the measure time.
As we have already said, the flow measure being a continuous type of measure, it allows to eliminate of a real time of test timing. This concept, as we can see after, has to be considered in a strictly theoretic way, because if in decay or Δp systems the adjustment or testing phases can be partly superimposed, in this method, the measure must be made necessarily in the best adjustment conditions.
Leak indication in volumetric units (CC/time)
This characteristic has to be kept between the benefits, even if we will analyze after, some systems that can execute the same measure in a more precise and sure way. Vice versa, if compared with other systems, this principle presents some disadvantages; the first and the most evident one, arises from the complexity and instability of the flow measure.
In fact, in addition to the cost of a double measure (pressure and flow) and then to a double control in order to obtain to total validation of the measure, the laminar element that is practically like a capillary one, it is hardly influenced by dirty or distortion.
Therefore the measure must be constantly verified with reference nozzles, that presenting themselves as micro pores on a ceramic or metallic base tend to deteriorate, and then they have a limited duration. Moreover, with particular reference to the sketch of Fig 3, any parasite leakage before the element of flow measure can false and mask the possible leak of the testing piece.
Therefore, this pneumatic circuit cannot be considered totally at "positive safety", and it must be verified constantly. in the end the sensitivity of the measure is limited from the scale of the flow meter, while in decay or Δp systems this limit, even present, it can however be mediated by lengthening the testing time.
The practical application of these instruments for the leaks measure takes place in four cases:
- When the volume of the detail is not known and variable: for example very flexible packs or bottles;
- When the test times must be reduced at most;
- When it is necessary a continuous measurement of the leak in order to execute analysis and repairs;
- When the leakages which must be measured are so elevated that a Δp system cannot maintain a constant test pressure distorting the leakage calculation of the same: cartridge valves or oil distributors, drawings in general.
Usually Δp systems appear cheaper and more lasting for other industrial applications, thanks to the consumable pneumatic parts.
Previous Next
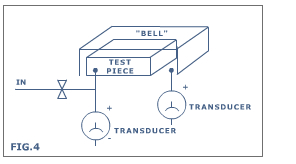
T8980 is the instrument designed to perform industrial leak tesing in pressure on parts using the compliance system.
For more details refer to the product technical page
The practical example more popular and explanatory is that of loss measurement of the valves shutter: the air is introduced from a side and the leakage is intercepted from the opposite side.
This concept is extensible to every types of component or piece, considering the possibility to enclose the element in a bell and at the same time to pressurize it from the inside.
The value of this system must be found in the high sensibility (referring to the norm: 10 times > than Δp systems and 100 times than flow detectors) and in the elevated speed of test execution.
The high sensibility is due to the possibility to measure the leakage as pressure rise compared to the "zero" environment, then without offset problems.
The elevated speed is due to the fact that, (except particular applications on elastic components), the whole test is executed during the piece pressurization and the result is almost immediate.
In view of the necessity of a test bell execution, the system is suitable for air/nitrogen high pressure tests, also till 180 Bar, because it can be structured in safety way for people and things.
On the opposite, the instrumentation complexity is to be found in the non positive safety pneumatics: it is for that reason that usually these instruments include a traditional leak-flow section in order to verify the correct leak of the closed bell.
The bell system can be used for the applications of interception type, when it is possible to put the piece under pressure from the inside and at the same time to enclose it from the outside.
When this is not possible (put the pressure from the inside of the piece) the use of tight bells is however an excellent way to better performances of tests with the conventional pressure system on pieces of a great volume, taking care to create a inter space volume between the piece under test and the bell as small as possible.
Only when you have to make tests at maximum 1 Bar, the use of a system in depression under bell joins to the auto closing function, and then to the box tight, the regeneration of the case usually real of positive pressure inside the piece. Differently from what we described for other methods, the interception system does not need any adjustment time, and any testing time, because it is superimposed to the filling phase making the system faster.
Practically, the test starts putting under pressure the testing side of the piece, and during the same time the possible pressure increase cause by leak on the opposite side of the chamber, will be analyzed.
This kind of equipments is usually equipped of two transducers of pressure measure; one for the measure of filling pressure, and the other one for the leak pressure detection. Both the transducers have to be sized for the higher filling pressure, in order to prevent the condition of great leak and then of peak pressure on the side of leak detection.
Leak analysis is then the relation between the two pressures and it can be represented as the percentage relation between the two values (leak pressure/filling pressure) or it can be calculated as leak pressure at a nominal value of filling, or in the most sophisticated cases, knowing the external volume or of the bell, given as volume index (CC/hour).
From an electronic point of view it is important to size the acquisition considering that tests last generally few seconds or less and that the calculation of the relation is done during the increasing of the filling pressure; so the two measures have to be done in phase with each other and with a sufficiently high frequency in order to avoid mistakes introduction.