理論
産業用リークテスト
"リークテスト(または「リークテスト」)は、製造されたコンポーネントの空気圧気密性を検証および測定するために必要な産業手続きです。 特に、このドキュメントは、シリアル製品のエンドラインテストに雇用されている技術者向けに作成されています。"
"工業プロセスのこの段階は、リークテストまたはリーク検出とも呼ばれます。 歴史的に見ても、この生産段階でより優れた設備が整っているのは、本質的に非常に危険な製品、または技術的価値の高い製品を製造する企業です。 したがって、この手続きの感性が最初から実現されているプロダクションタイプの最初の「世代」を起草することができます。"
| 航空宇宙 | 機械的 | ||
| 自動車 | メディカル | ||
| 家電 製品 | オレオダイナミック | ||
| 電子 | 包装 | ||
| 鋳造所 | 空圧式 | ||
| 気体 | 暖房 |
80年代と90年代の変わり目には、この種のリークテストをより大きな製品範囲に拡張するためのキャンペーンが始まりました。 実際、この時期に、この種のテストは、漏れが発生した場合に危険ではない製品にも多くの利点があると理解するようになります。.
たとえば、70年代と80年代にモーターや機械式トランスミッションの小さなオイル漏れが許容できると考えられていた場合、 90年代からこの種の小さな欠陥は、最終顧客による不適合を意味しました。 非常に短い時間と低コストで技術的可用性のこの原則を適用したおかげで、この試験方法は拡大し、拡大し続けています。
したがって、今日では、この種のテストが「必要」と見なされる企業の完全なリストを作成することは不可能であり、 ガスまたは液体を含む可能性のあるすべての製品がこれらのテストを利用できることを一般化できます。
"私達に欠陥の空気が損失が原因であり、次に徴候を拒絶するためにあります。 このため、このようなシステムは「ポジティブセキュリティ」で定義されます"
"実際には、精度を制限するようになる要素は、回路の電気的ノイズとその機械的ノイズを食べました トランスデューサの、フルスケール測定が分解される分解能または最大ポイント数に対応するもの: (例)1Barのフルスケールで100.000ポイントを保証できるシステムは、100分の1ミリバールの測定分解能を保証できることを意味します。"
"この分解能パラメータははるかに高く、減衰測定に必要な時間は短くなります。 これは、一方ではテストサイクルの短縮を意味しますが、全体的には、ピース内に入れられたガスの熱変動によるミスを封じ込めます。"
"これらの結果を得るための電子的戦略にはさまざまなタイプがあります :それらは、交互の張力で振動するトランスデューサの操縦と洗練されたADコンバーターの使用から、適切なゼロトラッキング回路の使用と窓での測定まで、全体的には測定の電気的および数学的な高いろ過です。 減衰の「ゼロ」のポイントを決定する際、および実際にはテスト段階の開始時の圧力の測定に特に注意を払う必要があります。 圧力が上昇した場合の「インターセプト」測定。"
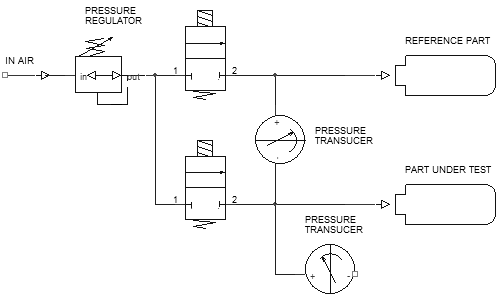
"もう1つは同じピースですが、タイトなピースを形成します。 実際には、パターンを分析して、次のロジックでテストが開発されました。"
- 充填段階は、両方のバルブの開閉を命じて行われました。
- 整定段階は、圧力条件を安定させ、2つの分岐に標準化するために、バルブBを閉じ、バルブAを開いた状態で行われました。
- 沈降段階の終わりに、すべてのバルブが閉じられました。
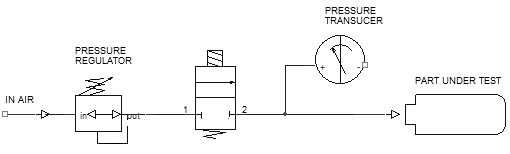
圧力トランスデューサを膜として想像すると(ただし、単純なダブルノズルの水銀でも経験できます)、平衡状態では差圧は何もないことがわかります。 被試験片の減少の可能性は、この尺度のゼロを動かし、この偏差の非常に賢明な指標を可能にします。 この原理により、トランスデューサからの信号を簡単に電気的に増幅し、中央ゼロの針装置で視覚化することができます。 したがって、この工夫により、充填圧力の値で1/50.000(トランスデューサが許容)の典型的な減衰の値を分析することができましたが、当時の電子は、圧力計システムに適用された場合、1/10.000.It の比率を克服することはできませんでした。 測定トランスデューサの作業条件には、いずれにせよ単一のメートル法の限界があるためです。 しかし、この探触子は、試験片が漏れた場合、膜が全圧によって勧誘されるため、最大充填圧力で評価する必要がありました。 このようにして実現された空気圧には、さまざまな欠点がありました。
- この比較では、厳密な基準を調べます:この基準に漏れがある場合、それはテスト対象の部品の実際の漏れ測定の「マスキング」と一致します。 この欠陥は、「良い」サンプルによる使用中のシステムの継続的なチェックと、「ゼロ」の測定値の電気的校正によって修復可能でした。 この最初のポイントは、この空気圧を「積極的安全性」ではなく分類します。
- 差動トランスデューサ測定の校正が困難で、特定の検証手順で実行する必要がありました。
- 行われた漏れの測定値は、テストされた部品の実際の漏れを示す測定ではなく、サンプルとの相対的な差を示す測定のようです。
- "これは、参照サンプルが漏れる可能性があるという概念(現実にも対応している)と必ずしも一致しません。 たとえば、これらのシステムの実際の使用では、サンプルピースはすべてのテストサイクルで機械的にストレスを受けるのに対し、テスト中のピースは独自のテストの段階でのみストレスを受けることを考慮するとします。 実際には、システムの使用時間とともに進行する測定された減衰の傾向、試験片の調整と一致しない参照サンプルの漸進的な機械的調整の指標を分析します。"
"また、コモンモードによる熱変化に一見利点があるように見えても、実際には総体積が2倍であり、測定している2つの素子をその間に近づけたとしても、通風や直射日光によって熱差が増幅されてしまう可能性があります。 この原理は、70年代から80年代にかけては素晴らしい結果を得ることができましたが、今日では、より簡単で正確な絶対崩壊圧力システムに取って代わられたため、実用的な用途はありません。"
差動のシステム制限は次のとおりです。
- 空気圧の複雑さが最大限に高まる
- 非正の安全空気圧
- 二重圧力測定部(充填・試験)
- 測定再現性の低下
- 試験時間の延長
- 主な計装コスト
さらに、あるシステムから別のシステムへの移行を検討する上で本当に重要なことは、Δp/Δtで測定された圧力値が一致しないことが多いことです。 実際、絶対システムでは、これは実際の圧力減衰であり、認定された精密圧力計に匹敵し、差動測定は2つの圧力の差の尺度です。
"テストされた要素によると、対称的または非対称的な使用法と決済時間に対して、絶対測定と微分測定の間の1:0,8から1:0,1の割合を考慮できます :言い換えれば、絶対または圧力計システムで測定される1秒間のミリバールは、差動システムに基づいて0,8〜0,1 mb / sと見なすことができます。"
"これは、差動システムが正しく機能しないことを意味するものではなく、単にそれらが2つの異なるタイプの測定値であり、 この事実をインストール段階で考慮する必要があることを意味します。"